 training@spinsinergi.com
training@spinsinergi.com Jl. Cikadut 207, Bdg
Jl. Cikadut 207, Bdg


Pelatihan Kalibrasi Alat Ukur – Evaluasi Hasil Kalibrasi Bore Gauge | Bore gauge telah selesai dikalibrasi dan sertifikatnya sudah diterima. Namun, apakah alat tersebut otomatis layak digunakan? Apa arti nilai error, koreksi, dan ketidakpastian yang tercantum? Apakah koreksi harus selalu diterapkan saat melakukan pengukuran?
Evaluasi hasil kalibrasi bore gauge diperlukan untuk menjawab pertanyaan tersebut. Bore gauge umumnya bekerja sebagai alat ukur pembanding yang harus di-setting terhadap setting ring, mikrometer, bore gauge checker, atau standar referensi lainnya.
Karena itu, evaluasi tidak hanya dilakukan dengan melihat satu angka, tetapi juga mempertimbangkan metode setting, titik kalibrasi, ketidakpastian, toleransi, dan kebutuhan penggunaan alat.
Mengapa Hasil Kalibrasi Bore Gauge Perlu Dievaluasi?
Sertifikat kalibrasi bukan sekadar bukti administratif
Sertifikat kalibrasi memberikan informasi mengenai hubungan antara nilai yang ditunjukkan bore gauge dan nilai referensi yang digunakan laboratorium. Data tersebut dapat digunakan untuk:
- mengetahui penyimpangan alat;
- menentukan nilai koreksi;
- menilai kesesuaian terhadap persyaratan;
- membatasi rentang penggunaan;
- menentukan kebutuhan perbaikan;
- menyusun interval kalibrasi berikutnya.
Kalibrasi tidak sama dengan penyetelan atau perbaikan. Alat yang telah dikalibrasi belum tentu telah disetel dan belum tentu memenuhi spesifikasi pengguna.
Risiko jika hasil kalibrasi tidak dievaluasi
Tanpa evaluasi, bore gauge dapat tetap digunakan meskipun penyimpangannya terlalu besar. Akibatnya, diameter bore dapat terbaca lebih besar atau lebih kecil, produk salah dinyatakan sesuai, serta hasil inspeksi antaroperator menjadi tidak konsisten.
Parameter dalam Hasil Kalibrasi Bore Gauge
Titik kalibrasi dan nilai referensi
Titik kalibrasi dapat berupa beberapa nilai penyimpangan dari titik nol, titik positif dan negatif, beberapa ukuran nominal, atau beberapa kombinasi anvil dan spacer.
Nilai referensi merupakan nilai yang diberikan oleh standar, misalnya:
- setting ring;
- mikrometer referensi;
- gauge block dan fixture;
- bore gauge checker;
- displacement measuring system.
Nilai tersebut kemudian dibandingkan dengan indikasi yang ditunjukkan oleh bore gauge.
Error atau kesalahan penunjukan
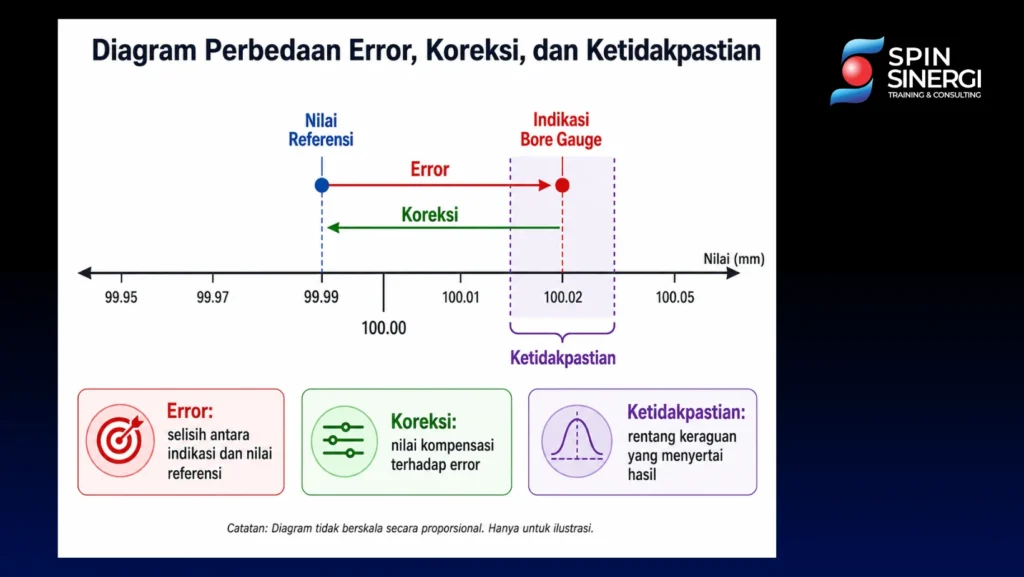
Error adalah selisih antara nilai indikasi bore gauge dan nilai referensi.
E = I − R
Keterangan:
- E = error;
- I = indikasi bore gauge;
- R = nilai referensi.
Tanda positif dan negatif harus dibaca berdasarkan konvensi yang digunakan pada sertifikat kalibrasi.
Koreksi
Koreksi merupakan nilai yang digunakan untuk mengompensasi penyimpangan sistematik. Untuk koreksi aditif sederhana:
C = −E
Nilai terkoreksi dihitung dengan rumus:
Nilai terkoreksi = Indikasi + Koreksi
Ketidakpastian pengukuran
Ketidakpastian bukan kesalahan alat. Nilai ini menggambarkan tingkat keraguan yang menyertai hasil kalibrasi.
Sertifikat umumnya melaporkan ketidakpastian diperluas beserta faktor cakupan, misalnya U = 0,003 mm dengan k = 2. Pengguna perlu memeriksa apakah yang dilaporkan merupakan ketidakpastian standar atau ketidakpastian diperluas.
Baca juga: Pengaruh Gauge Block Holder terhadap Stabilitas dan Repeatability Pengukuran
Perbedaan Error, Koreksi, dan Ketidakpastian
| Parameter | Pengertian | Penggunaan |
|---|---|---|
| Error | Selisih indikasi terhadap nilai referensi | Mengetahui penyimpangan alat |
| Koreksi | Nilai kompensasi terhadap error sistematik | Diterapkan pada hasil pembacaan |
| Ketidakpastian | Keraguan yang menyertai hasil kalibrasi | Menilai mutu hasil dan kesesuaian |
Error bukan ketidakpastian. Koreksi juga bukan bukti bahwa alat telah diperbaiki. Walaupun koreksi diterapkan, ketidakpastian yang berasal dari standar, repeatability, resolusi, dan metode pengukuran tetap ada.
Cara Membaca Sertifikat Kalibrasi Bore Gauge
Periksa identitas dan kelengkapan alat
Pastikan sertifikat memuat informasi yang sesuai, seperti:
- merek dan tipe;
- nomor seri;
- nomor identifikasi;
- rentang ukur;
- resolusi;
- jenis indikator;
- anvil, spacer, atau measuring head yang dikalibrasi.
Periksa juga catatan mengenai kondisi alat, pergerakan plunger, kestabilan jarum, kondisi contact point, dan kelengkapan aksesori.
Periksa metode dan titik kalibrasi
Cari informasi mengenai standar serta metode yang digunakan. Pastikan titik kalibrasi mewakili penggunaan aktual alat.
Jangan hanya melihat error terbesar. Perhatikan juga perubahan tanda error, pola linearitas, titik yang mendekati toleransi, perbedaan antararah pengukuran, serta hasil sebelum dan sesudah adjustment jika tersedia.
Contoh Menghitung Error dan Koreksi Bore Gauge
Misalnya diperoleh data:
- nilai referensi: +0,020 mm;
- indikasi bore gauge: +0,024 mm;
- ketidakpastian diperluas: 0,003 mm;
- faktor cakupan: k = 2.
Menghitung error
E = 0,024 − 0,020
E = +0,004 mm
Artinya, bore gauge menunjukkan nilai 0,004 mm lebih besar daripada nilai referensi.
Menghitung koreksi
C = −0,004 mm
Nilai setelah koreksi:
0,024 + (−0,004) = 0,020 mm
Contoh tersebut menggunakan konvensi error sama dengan indikasi dikurangi referensi. Pengguna tetap harus mengikuti definisi dan tanda yang tercantum pada sertifikat masing-masing.
Sumber Ketidakpastian Kalibrasi Bore Gauge
Ketidakpastian dapat berasal dari:
- ketidakpastian setting ring atau standar referensi;
- repeatability pengukuran;
- resolusi dial indicator;
- teknik rocking;
- penentuan reversal point;
- kesalahan alignment;
- suhu alat dan standar;
- setting nol;
- kondisi plunger;
- keausan contact point;
- kelonggaran anvil atau spacer;
- kemampuan operator.
Karena banyaknya sumber tersebut, hasil yang terlihat stabil belum tentu memiliki ketidakpastian yang kecil.
Bagaimana Menentukan Bore Gauge Masih Layak?
Bandingkan dengan MPE atau toleransi
Kriteria penerimaan dapat berasal dari spesifikasi produsen, drawing produk, standar metode, kebutuhan proses, atau Maximum Permissible Error internal perusahaan.
Misalnya:
- MPE: ±0,005 mm;
- error terbesar: +0,004 mm;
- ketidakpastian: 0,003 mm.
Jika hanya melihat error, alat tampak memenuhi. Namun, interval error dan ketidakpastiannya adalah:
+0,004 mm ± 0,003 mm
Rentangnya sekitar +0,001 mm sampai +0,007 mm. Sebagian interval melewati batas +0,005 mm. Oleh karena itu, keputusan kesesuaian tidak boleh hanya berdasarkan error nominal.
Terapkan aturan keputusan
Perusahaan perlu menetapkan decision rule, misalnya simple acceptance atau guard band. Hasil evaluasi dapat berupa:
- alat memenuhi;
- alat memenuhi jika koreksi diterapkan;
- alat hanya boleh digunakan pada rentang tertentu;
- alat tidak sesuai untuk toleransi yang sempit;
- alat harus diperbaiki dan dikalibrasi ulang.
Apakah Koreksi Harus Selalu Diterapkan?
Koreksi dapat diterapkan jika error cukup signifikan, nilainya stabil, titik penggunaan jelas, dan operator memiliki tabel koreksi yang terkendali.
Namun, penerapan koreksi dapat menjadi sulit jika bore gauge selalu di-zero terhadap master sebelum digunakan, kombinasi anvil sering berubah, pola error tidak stabil, atau repeatability alat kurang baik.
Tindakan Setelah Evaluasi
Jika hasil memenuhi, alat dapat digunakan dan dimasukkan ke dalam program intermediate check. Jika memenuhi dengan koreksi, buat tabel koreksi dan pastikan operator memahami tanda yang digunakan.
Jika hanya sebagian rentang yang memenuhi, berikan batasan penggunaan pada label dan instruksi kerja. Jika tidak memenuhi, hentikan penggunaan, lakukan perbaikan atau adjustment, kemudian kalibrasi ulang. Dampaknya terhadap produk yang sebelumnya diperiksa juga perlu dievaluasi.
FAQ Evaluasi Kalibrasi Bore Gauge
Apakah error sama dengan koreksi?
Tidak. Koreksi umumnya memiliki nilai yang berlawanan dengan error dan digunakan untuk memperbaiki hasil pembacaan.
Apakah ketidakpastian harus ditambahkan ke error?
Ketidakpastian dipertimbangkan sesuai aturan keputusan, bukan sekadar ditambahkan untuk mengubah hasil pengukuran.
Apakah alat yang memiliki sertifikat pasti lulus?
Tidak. Sertifikat menunjukkan hasil kalibrasi. Status memenuhi atau tidak harus ditentukan menggunakan toleransi, MPE, ketidakpastian, dan kebutuhan penggunaan.
Rekomendasi Pelatihan:
Evaluasi hasil kalibrasi bore gauge harus mempertimbangkan error, koreksi, ketidakpastian, MPE, dan tujuan penggunaan alat. Sertifikat kalibrasi tidak otomatis menyatakan alat layak digunakan.
Pemahaman yang benar membantu perusahaan menentukan apakah bore gauge dapat digunakan, memerlukan koreksi, perlu dibatasi rentangnya, atau harus diperbaiki.
Tingkatkan kompetensi personel dalam membaca sertifikat, mengevaluasi hasil kalibrasi, dan menghitung ketidakpastian melalui Pelatihan Teknik Kalibrasi Dimensi bersama SPIN Sinergi.
Hubungi kami dan temukan layanan yang paling sesuai dengan kebutuhan Anda.
